

Kundenspezifische Kunststoffproduktkomponenten, Industrieausrüstung, Maschinenteile, Kunststoffformspritzguss
Kundenspezifische Kunststoffprodukte, Komponenten, Industrieausrüstung, Maschinenteile, Kunststoffspritzguss, Kunststoff;
Basisinformation.
| Modell Nr. | MT |
| Läufer | Maßgeschneidert |
| Design-Software | Maßgeschneidert |
| Installation | Maßgeschneidert |
| Zertifizierung | CE, ISO, FDA |
| Standard | Maßgeschneidert |
| Maßgeschneidert | Maßgeschneidert |
| Transportpaket | Maßgeschneidert |
| Spezifikation | Maßgeschneidert |
| Warenzeichen | Maßgeschneidert |
| Herkunft | Xiamen, China |
| HS-Code | 3926909090 |
| Produktionskapazität | 50000 Stück pro Monat |
Produktbeschreibung
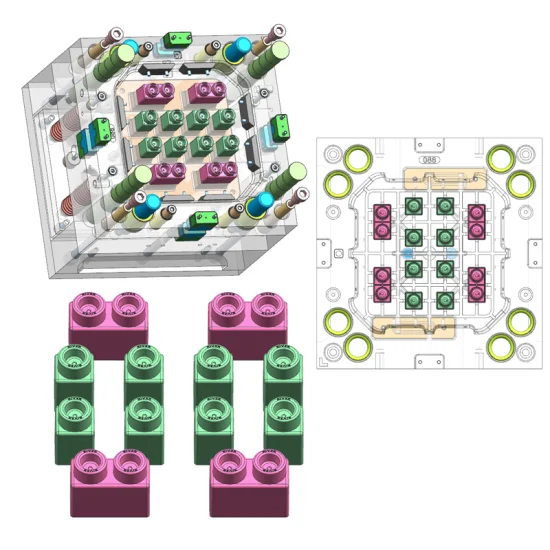
Kundenspezifische Kunststoffprodukte, Komponenten, Industrieausrüstung, Maschinenteile, KunststoffspritzgussKunststoffformendesign, Formenentwicklung, Formenverarbeitung, Formeneinspritzung
Ersatzteilservice für Kunststoffspritzgussformen
Xiamen Meteor bietet mehr Design- und Fertigungsdienstleistungen für Spritzgussteile an. Wir verfügen über mehr als 10 Jahre Erfahrung im Bereich Spritzgussformen. Bei allen Projekten werden wir sie vom DFM bis zum PFM in einen Arbeitsablauf umsetzen, um die Produktqualität sicherzustellen, vom Formendesign über die Analyse des Formenflusses bis hin zur Bearbeitung pro Form. Wir überprüfen eine Reihe von Testberichten, um sicherzustellen, dass die Formenproduktion reibungslos läuft. Wir sind stolz auf unseren reibungslosen Formenbau, die Produktqualitätsgarantie und die pünktliche Lieferung und verfügen über ein professionelles Ingenieurteam, das Ihre Projekte unterstützt, es so einfach macht und Ihnen so viel Komfort bietet.
Richtlinien für die Gestaltung von Kunststoffformen
Größe
Der maximale Teileumriss, der geformt werden kann, beträgt ungefähr 18,9 Zoll (480 mm) x 29,6 Zoll (751 mm) oder entspricht ungefähr 175 Quadratzoll (1.129 Quadratzentimeter). Ein maximales Teilvolumen von ca. 59 cu. Tiefe bis zu 4 Zoll (101 mm) von der Trennlinie mit 3 Grad Neigung oder bis zu 8 Zoll (202 mm) insgesamt, wenn die Trennlinie durch die Mitte des Teils innen und außen verlaufen kann. Tiefere Teile sind auf einen kleineren Umriss beschränkt.
Entwurf
Eine Verjüngung der Flächen des Teils, die verhindert, dass diese parallel zur Bewegung der Formöffnung verläuft, wird als Formschräge bezeichnet. Dadurch wird verhindert, dass das Teil durch Kratzen beim Auswerfen des Teils aus der Form beschädigt wird. Empfohlene Schräge: 0,5 Grad auf allen vertikalen Flächen werden dringend empfohlen. 2 Grad funktionieren in den meisten Situationen sehr gut. 3 Grad sind das Minimum für eine Absperrung (Metall gleitet auf Metall). 3 Grad sind für leichte Textur (PM-T1) erforderlich.5 Für schwere Texturen (PM-T2) ist mindestens ein Grad erforderlich.
Toleranzen
Typischerweise kann Proto Labs eine Bearbeitungstoleranz von ±0,003 Zoll (0,08 mm) einhalten, mit einer eingeschlossenen Harztoleranz, die größer als, aber nicht weniger als ±0,002 Zoll/Zoll sein kann. (0,002 mm/mm).
Wandstärke
Bei Spritzgussteilen hilft die Beachtung der richtigen (und gleichmäßigen) Wandstärke dabei, potenzielle Probleme wie Einfallstellen und Verzug zu vermeiden. Die empfohlenen Stärken variieren je nach Material:
| Harz | Zoll |
| Abs | 0,045 - 0,140 |
| Acryl | 0,025 - 0,500 |
| Flüssigkristallpolymer | 0,030 - 0,120 |
| Langfaserverstärkte Kunststoffe | 0,075 - 1,000 |
| Nylon | 0,030 - 0,115 |
| Polycarbonat | 0,040 - 0,150 |
| Polyester | 0,025 - 0,125 |
| Polyethylen | 0,030 - 0,200 |
| Polyphenylensulfid | 0,020 - 0,180 |
| Polypropylen | 0,025 - 0,150 |
| Polystyrol | 0,035 - 0,150 |
| Polyurethan | 0,080 - 0,750 |
Oberflächenfinish
Für Spritzgussteile sind bei Proto Labs eine Reihe von Standardoberflächen erhältlich. Zu unseren aktuellen Veredelungen gehören nicht-kosmetische, wenig kosmetische und EDM-Veredelungen; Perlstrahl-Texturierung; und hochwertiges Formenpolieren. Standardausführungen (vom günstigsten zum teuersten):| PM-F0: | Nicht kosmetisch: Finish nach Protomold-Ermessen |
| PM-F1: | Geringer kosmetischer Aufwand: Die meisten Werkzeugspuren wurden entfernt |
| PM-F2: | Nicht kosmetisch: Ermessen von Protomold, Erodierbearbeitung und/oder Werkzeugmarkierungen zulässig |
| SPI-C1: | Stein mit Körnung 600, 10–12 Ra |
| PM-T1: | Protomold-Textur, SPI-C1, gefolgt von leichtem Perlenstrahlen |
| PM-T2: | Protomold-Textur, SPI-C1, gefolgt von mittlerem Perlenstrahlen |
| SPI-B1: | 600er Schleifpapier, 2-3 Ra |
| SPI-A2: | Diamant-Buff der Güteklasse 2, 1-2 Ra |
*„PM“ in der Tabelle bedeutet eine Oberflächenbeschaffenheit, die an das Schnellspritzgussverfahren angepasst ist, während SPI (The Society of the Plastics Industry) eine branchenübliche Beschaffenheit bezeichnet.
Radien
Da Proto Labs einen automatisierten CNC-Fräsprozess verwendet, um die Form für Ihre Teile herzustellen, weisen einige Teilecken am Ende einen Radius statt einer scharfen Kante auf. Dies erfordert in der Regel keine Änderung am Modell, aber der Konstrukteur wird vor der Herstellung der Form auf diese Radien hingewiesen.Auswerferstifte
Beim Spritzgussverfahren von Proto Labs werden Auswerferstifte unterschiedlicher Größe verwendet, um das Kunststoffteil nach dem Erstarren aus der Form zu drücken. Die Größe und Anordnung dieser Stifte wird so ausgewählt, dass die Auswirkungen auf Ihr Teiledesign minimiert werden. Die Größe der Auswerferstifte reicht von 0,063 Zoll (1,6 mm) bis 0,5 Zoll (12,7 mm), wobei Größen größer als 0,063 Zoll (1,6 mm) bevorzugt werden.Unterschneidungen
Unser Formverfahren unterstützt einfache Hinterschnitte in Ihrer Teilegeometrie. Maximale Seitenkernabmessungen:| Breite | Höhe | Ziehen |
| ≤ 8,419 Zoll | ≤ 2,377 Zoll | ≤ 2.900 Zoll |
| ≤ 213,84 mm | ≤60,38 mm | ≤73,66 mm |



Sie können auch mögen


Anfrage absenden
Schick jetzt